Cnc Taper & Radius Coordinator
Vaani Applications
-
अपडेट किया गया
2025-06-02
-
वर्तमान वर्शन
10.0
-
संसाधन

विवरण
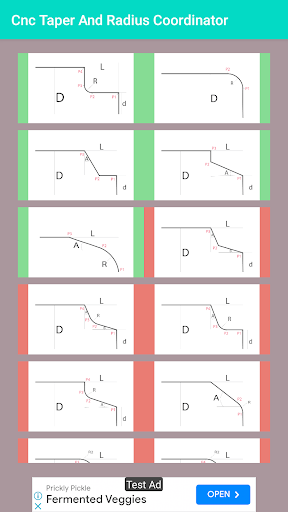
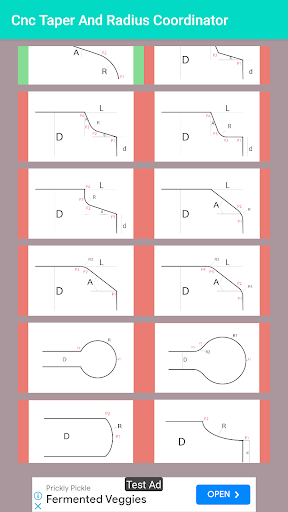
चम्फरिंग फ़ंक्शन का उपयोग उस स्थान पर किया जाता है जहां सीएनसी मशीनिंग केंद्र का उपयोग चम्फरिंग और राउंडिंग के लिए किया जाता है, कार्यक्रम को सरल बना सकता है, न केवल प्रोग्रामिंग कार्यभार को कम कर सकता है, बल्कि प्लास्टिक या धातु एल्यूमीनियम बनाने के लिए सीएनसी मशीनिंग केंद्र का उपयोग करते समय त्रुटियों की संभावना को भी कम कर सकता है। मशीनिंग भागों।
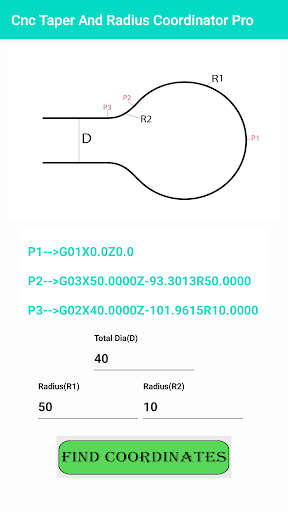
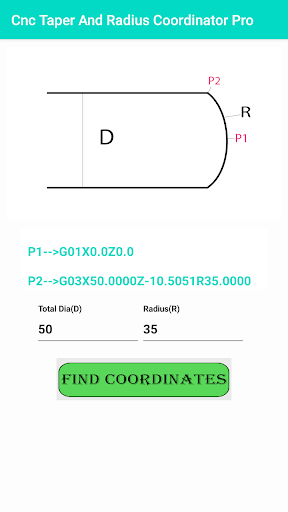
कैसे एक सीएनसी खराद पर एक त्रिज्या प्रोग्राम करने के लिए?
सीएनसी खराद पर त्रिज्या प्रोग्राम करने के लिए, आपको यह जानना होगा कि मशीन के नियंत्रण प्रणाली के साथ कैसे काम करना है। दो विकल्प हैं:
- प्रोग्राम एडिटर का उपयोग करना
- जी कोड संपादक का उपयोग करना
उपयोग में आसानी के मामले में, जी कोड संपादक बेहतर है, इस ज्ञान के साथ, आप अपने कार्यक्रम के साथ किसी प्रकार की गति बना सकते हैं।
सीएनसी खराद के लिए स्वचालित चम्फरिंग सी और स्वचालित गोलाई आर ट्यूटोरियल:
स्वचालित चम्फरिंग सी और स्वचालित गोलाई आर
प्रोजेक्ट कमांड टूल मूवमेंट चम्फर सी
G01 X.Z ()… सी (+)
G01 X30। Z-20।
G01 X50। सी2.
G01 Z0 यह ब्लॉक, X अक्ष पर ले जाएँ
एक एकल ब्लॉक रखें और जेड अक्ष चम्फर सी की सकारात्मक (+) दिशा में जाएं
G01 X.Z ()… सी (-)
G01 X30। Z-20।
G01 X50। सी-2।
G01 Z-30। यह ब्लॉक, एक्स अक्ष पर ले जाएँ
एक एकल ब्लॉक रखें और जेड अक्ष चम्फर सी की सकारात्मक (-) दिशा में जाएं
G01 X.Z ()… सी (+)
G01 X30। र् 0
G01 Z-30। सी2.
G01 X50। यह ब्लॉक, Z अक्ष पर ले जाएँ
एकल ब्लॉक रखें और एक्स अक्ष चम्फर सी की नकारात्मक (+) दिशा में जाएं
G01 X.Z ()… सी (-)
G01 X30। र् 0
G01 Z-30। सी-2।
G01 X20। यह ब्लॉक, Z अक्ष पर ले जाएँ
एक एकल ब्लॉक रखें, एक्स अक्ष को सकारात्मक (-) दिशा चम्फर सी में ले जाएं
जी1 एक्स...आर(+)जी01 एक्स30। Z-20।
G01 X50। आर 2।
G01 Z0. यह ब्लॉक, एक्स अक्ष पर ले जाएँ
एकल ब्लॉक रखें, एक्स अक्ष की सकारात्मक (+) दिशा में जाएं, गोल कोने आर
जी01 एक्स...आर(-)
G01 X30। जेड 20
G01 X50। आर-2।
G01 Z-30। यह ब्लॉक, एक्स अक्ष पर ले जाएँ
एकल खंड रखें, Z अक्ष की ऋणात्मक (-) दिशा में जाएं, गोल कोना R
जी01 जेड…आर(+)
G01 X30। र् 0
G01 Z-30। आर 2।
G01 X50। यह एकल ब्लॉक, Z अक्ष दिशा में जाता है
एक खंड रखें और एक्स अक्ष की सकारात्मक (+) दिशा में जाएं
गोल आर
जी01 जेड...आर(-)
G01 X30। र् 0
G01 Z-30। आर-2।
G01 X20। यह ब्लॉक, Z अक्ष पर ले जाएँ
एकल ब्लॉक रखें, एक्स अक्ष की नकारात्मक (-) दिशा में जाएं, सी और आर आमतौर पर एक त्रिज्या मान निर्दिष्ट करते हैं
फ्रंट स्लोप या चम्फर टर्निंग आर्क आर त्रिज्या बाहरी कोण (180 डिग्री से अधिक) बाहरी चाप + टूल नाक त्रिज्या आंतरिक कोण (180 डिग्री से कम) बाहरी चाप-उपकरण नाक त्रिज्या
एक साधारण समोच्च, जैसे आयत के लिए पूर्ण XY निर्देशांक की गणना करना बहुत आसान है, लेकिन उन बिंदुओं की गणना करना बहुत कठिन है जहां समोच्च में कोण और आंशिक त्रिज्या शामिल हैं। इन भागों को आमतौर पर सीएडी/सीएएम सिस्टम (सीएएम) की सहायता से प्रोग्राम किया जाता है, लेकिन अगर ऐसी प्रणाली उपलब्ध नहीं है या अन्य स्थितियों में, सीएनसी प्रोग्रामर को पॉकेट कैलकुलेटर का उपयोग करके पुराने तरीके का सहारा लेना चाहिए। अधिकांश गणनाएं त्रिकोणमितीय कार्यों का उपयोग कर रही होंगी, लेकिन मूल अंकगणितीय और बीजगणितीय संक्रियाओं को जानना, सूत्रों को जानना, त्रिभुजों को हल करने से परिचित होना अभी भी प्रमुख आवश्यकता है। यह अध्याय कुछ ऐसी तकनीकों को प्रस्तुत करेगा जो अधिक कठिन समोच्च बिंदुओं की गणना से जुड़ी अधिकांश समस्याओं को हल करने के लिए उपयुक्त साबित हुई हैं।
उपकरण और ज्ञान
किसी भी उपकरण का सही उपयोग तभी किया जा सकता है जब उपयोगकर्ता को उपकरण के उद्देश्य और इस तरह के उपकरण का उपयोग करने के तरीके के बारे में पर्याप्त ज्ञान हो। सीएनसी मैनुअल प्रोग्रामिंग में, हम तीन प्रमुख टूल पेंसिल, पेपर और कैलकुलेटर के बारे में बात कर रहे हैं। एक पुराने कार्टून में एक चौथा टूल एक बहुत बड़ा इरेज़र भी दिखाया गया है। बेशक, इन दिनों, पेंसिल की सबसे अधिक संभावना एक पाठ संपादक द्वारा प्रतिस्थापित की जाती है (यहां तक कि विंडोज नोटपैड एक आपात स्थिति में भी करेगा), और कागज पर वास्तविक मुद्रण हमेशा आवश्यक नहीं होता है, क्योंकि प्रोग्राम को एक केबल के माध्यम से नियंत्रण प्रणाली में स्थानांतरित किया जा सकता है। , डीएनसी सॉफ्टवेयर का उपयोग करना। इरेज़र संपादक का हिस्सा है, और विंडोज़ एक साधारण कैलकुलेटर भी प्रदान करता है। व्यवहार में, एक भौतिक...
कैसे एक सीएनसी खराद पर एक त्रिज्या प्रोग्राम करने के लिए?
सीएनसी खराद पर त्रिज्या प्रोग्राम करने के लिए, आपको यह जानना होगा कि मशीन के नियंत्रण प्रणाली के साथ कैसे काम करना है। दो विकल्प हैं:
- प्रोग्राम एडिटर का उपयोग करना
- जी कोड संपादक का उपयोग करना
उपयोग में आसानी के मामले में, जी कोड संपादक बेहतर है, इस ज्ञान के साथ, आप अपने कार्यक्रम के साथ किसी प्रकार की गति बना सकते हैं।
सीएनसी खराद के लिए स्वचालित चम्फरिंग सी और स्वचालित गोलाई आर ट्यूटोरियल:
स्वचालित चम्फरिंग सी और स्वचालित गोलाई आर
प्रोजेक्ट कमांड टूल मूवमेंट चम्फर सी
G01 X.Z ()… सी (+)
G01 X30। Z-20।
G01 X50। सी2.
G01 Z0 यह ब्लॉक, X अक्ष पर ले जाएँ
एक एकल ब्लॉक रखें और जेड अक्ष चम्फर सी की सकारात्मक (+) दिशा में जाएं
G01 X.Z ()… सी (-)
G01 X30। Z-20।
G01 X50। सी-2।
G01 Z-30। यह ब्लॉक, एक्स अक्ष पर ले जाएँ
एक एकल ब्लॉक रखें और जेड अक्ष चम्फर सी की सकारात्मक (-) दिशा में जाएं
G01 X.Z ()… सी (+)
G01 X30। र् 0
G01 Z-30। सी2.
G01 X50। यह ब्लॉक, Z अक्ष पर ले जाएँ
एकल ब्लॉक रखें और एक्स अक्ष चम्फर सी की नकारात्मक (+) दिशा में जाएं
G01 X.Z ()… सी (-)
G01 X30। र् 0
G01 Z-30। सी-2।
G01 X20। यह ब्लॉक, Z अक्ष पर ले जाएँ
एक एकल ब्लॉक रखें, एक्स अक्ष को सकारात्मक (-) दिशा चम्फर सी में ले जाएं
जी1 एक्स...आर(+)जी01 एक्स30। Z-20।
G01 X50। आर 2।
G01 Z0. यह ब्लॉक, एक्स अक्ष पर ले जाएँ
एकल ब्लॉक रखें, एक्स अक्ष की सकारात्मक (+) दिशा में जाएं, गोल कोने आर
जी01 एक्स...आर(-)
G01 X30। जेड 20
G01 X50। आर-2।
G01 Z-30। यह ब्लॉक, एक्स अक्ष पर ले जाएँ
एकल खंड रखें, Z अक्ष की ऋणात्मक (-) दिशा में जाएं, गोल कोना R
जी01 जेड…आर(+)
G01 X30। र् 0
G01 Z-30। आर 2।
G01 X50। यह एकल ब्लॉक, Z अक्ष दिशा में जाता है
एक खंड रखें और एक्स अक्ष की सकारात्मक (+) दिशा में जाएं
गोल आर
जी01 जेड...आर(-)
G01 X30। र् 0
G01 Z-30। आर-2।
G01 X20। यह ब्लॉक, Z अक्ष पर ले जाएँ
एकल ब्लॉक रखें, एक्स अक्ष की नकारात्मक (-) दिशा में जाएं, सी और आर आमतौर पर एक त्रिज्या मान निर्दिष्ट करते हैं
फ्रंट स्लोप या चम्फर टर्निंग आर्क आर त्रिज्या बाहरी कोण (180 डिग्री से अधिक) बाहरी चाप + टूल नाक त्रिज्या आंतरिक कोण (180 डिग्री से कम) बाहरी चाप-उपकरण नाक त्रिज्या
एक साधारण समोच्च, जैसे आयत के लिए पूर्ण XY निर्देशांक की गणना करना बहुत आसान है, लेकिन उन बिंदुओं की गणना करना बहुत कठिन है जहां समोच्च में कोण और आंशिक त्रिज्या शामिल हैं। इन भागों को आमतौर पर सीएडी/सीएएम सिस्टम (सीएएम) की सहायता से प्रोग्राम किया जाता है, लेकिन अगर ऐसी प्रणाली उपलब्ध नहीं है या अन्य स्थितियों में, सीएनसी प्रोग्रामर को पॉकेट कैलकुलेटर का उपयोग करके पुराने तरीके का सहारा लेना चाहिए। अधिकांश गणनाएं त्रिकोणमितीय कार्यों का उपयोग कर रही होंगी, लेकिन मूल अंकगणितीय और बीजगणितीय संक्रियाओं को जानना, सूत्रों को जानना, त्रिभुजों को हल करने से परिचित होना अभी भी प्रमुख आवश्यकता है। यह अध्याय कुछ ऐसी तकनीकों को प्रस्तुत करेगा जो अधिक कठिन समोच्च बिंदुओं की गणना से जुड़ी अधिकांश समस्याओं को हल करने के लिए उपयुक्त साबित हुई हैं।
उपकरण और ज्ञान
किसी भी उपकरण का सही उपयोग तभी किया जा सकता है जब उपयोगकर्ता को उपकरण के उद्देश्य और इस तरह के उपकरण का उपयोग करने के तरीके के बारे में पर्याप्त ज्ञान हो। सीएनसी मैनुअल प्रोग्रामिंग में, हम तीन प्रमुख टूल पेंसिल, पेपर और कैलकुलेटर के बारे में बात कर रहे हैं। एक पुराने कार्टून में एक चौथा टूल एक बहुत बड़ा इरेज़र भी दिखाया गया है। बेशक, इन दिनों, पेंसिल की सबसे अधिक संभावना एक पाठ संपादक द्वारा प्रतिस्थापित की जाती है (यहां तक कि विंडोज नोटपैड एक आपात स्थिति में भी करेगा), और कागज पर वास्तविक मुद्रण हमेशा आवश्यक नहीं होता है, क्योंकि प्रोग्राम को एक केबल के माध्यम से नियंत्रण प्रणाली में स्थानांतरित किया जा सकता है। , डीएनसी सॉफ्टवेयर का उपयोग करना। इरेज़र संपादक का हिस्सा है, और विंडोज़ एक साधारण कैलकुलेटर भी प्रदान करता है। व्यवहार में, एक भौतिक...
और दिखाएं
OTHERS:EDUCATION
वर्शन 1.3.5 में क्या नया है
अंतिम अपडेट Jun 02,2025 पर
छोटी-बड़ी बग सुधार और सुधार किए गए हैं। नवीनतम संस्करण को इंस्टॉल करें या अपडेट करें और इसे देखें!
कम दिखाएं
स्क्रीन शॉट्स
Information
-
अपडेट किया गया2025-06-02
-
वर्तमान वर्शन10.0
-
संसाधन
-
Apk आकार0MB
-
Android की आवश्यकता हैAndroid 4.4+